ماكينة بثق ونفخ فيلم بلاستيك بتقنية البثق المشترك (5 إلى 11 طبقة) لأفلام PE/PPCo-Extrusion Blown Film Machine
خط تصنيع الأفلام البلاستيكية متعددة الطبقات بالنفخ لإنتاج أفلام تغليف الأغذية ذات خصائص حاجزية ممتازة (تعمل كحاجز أفضل ضد العناصر الخارجية التي قد تفسد الأطعمة)




إن خط الإنتاج هذا بتقنية البثق المشترك بالنفخ من 5 إلى 11 طبقة هو منظومة هندسية أرقى لتغليف الأغذية والأدوية، حيث تم تطويره ليلبي المتطلبات الصارمة لقطاعي التعبئة والتغليف الدوائي والغذائي عالي الجودة. ومن خلال تكنولوجيا البثق المشترك متعدد الطبقات، يمنحك خط الإنتاج القدرة على تصنيع أفلام بلاستيكية ذات خصائص حاجزية استثنائية—تشمل منع الرطوبة، وحفظ النكهات والروائح، وحماية المنتجات طازجة، وحجب الضوء، ومقاومة النفاذية والثقب—مما يضمن إطالة فترة صلاحية المنتجات بكفاءة تامة، ويحقق المطابقة التامة لأدق المعايير والمواصفات العالمية.
كما تجدر الإشارة إلى أن هذا الخط يتميز بالتفوق التكنولوجي والانتشار العالمي كمنظومة بثق متقدمة، حيث أنه مقارنةً بأنظمة البثق التقليدية محدودة الطبقات، يُحقق هذا الخط قفزة نوعية في كفاءة الخصائص الحاجزية الفائقة ضد الأكسجين، وبخار الماء، والضوء. وبفضل هذا التطور، تحظى هذه التكنولوجيا باعتماد واسع النطاق في الأسواق العالمية الأكثر صرامة كمنطقة الشرق الأوسط، وأوروبا، وأمريكا الشمالية، إلى جانب الإقبال المتسارع عليها محلياً في قطاعي تغليف الأغذية والأدوية. فضلاً عن ذلك، يتميز خط الإنتاج بتصميم هندسي مطور، وأتمتة رقمية كاملة، مع تحقيق أعلى معادلة للقيمة مقابل السعر، ليقدم للمصانع الحل الأكثر كفاءة وموثوقية في صناعة أفلام التغليف الفاخرة.




مواصفات المنتج
| البند | الخواص |
| عدد طبقات الفيلم | 5 إلى 11 طبقة (قابل للتخصيص) |
| عرض الفيلم | قابل للتعديل وفقاً لمواصفات القالب (متوافق مع المقاسات القياسية الشائعة للتعبئة والتغليف) |
| سماكة الفيلم | 0.015 - 0.2 مم (نسبة التفاوت ±3%) |
| معدل نفاذية الأكسجين (OTR) | أقل من أو يساوي 5 سم³/م²·24 ساعة·ضغط جوي (يعتمد على تركيبة الخامات) |
| معدل نفاذية بخار الماء (WVTR) | أقل من أو يساوي 3 جرام/م²·24 ساعة (يعتمد على تركيبة الخامات) |
| قوة اللحام الحراري | ≥30N/15mm |
| مقاومة الثقب (مقاومة التمزق الناتجة عن الوخز) | ≥80N |
| سرعة اللف | 3 إلى 45 م/ دقيقة |
مواصفات الماكينة
| البند | المواصفات |
| نظام البثق | 7 ماكينات بثق (إكسترودر) بمحور مفرد |
| نوع المحرك الرئيسي | محرك حثي ثلاثي الأطوار |
| طريقة التسخين | سخانات من الألمنيوم المصبوب |
| طريقة التبريد (للماكينة) | التبريد بالهواء |
| التحكم بسرعة المحرك الرئيسي | التحكم بمغير التردد (عبر الإنفرتر) |
| التحكم بدرجة الحرارة | تحكم حاسوبي (مراقبة وضبط في الوقت الفعلي) |
| ناقل الحركة الرئيسي | علبة تروس مربع ذو أسطح مسننة قاسية |
| نوع قالب البثق المشترك | قالب بثق مشترك سباعي الطبقات بهيكل عمود لولبي مدمج ومتراكب داخلياً |
| طريقة تبريد المنتج | تبريد بالماء + تبريد بالهواء مع تحديد القياس بنظام الفراغ |
| المواصفات الفنية لحلقة التبريد | Ø1200mm، وحدتان |
| مواصفات بكرات السحب العلوية | Ø160×400mm |
| التحكم في سرعة السحب | التحكم بمغير التردد (تحكم مستقل في سرعة السحب الأولي والثانوي) |
| وحدة لفافة على شكل V | 4 مجموعات (لوحدة السحب الثانوية) |
| طريقة اللف | منظومة اللف الدوارة المزدوجة (ظهرًا لظهر) |
| قدرة المحرك الدوار | 0.55 كيلو وات |
| سرعة اللف | 3 إلى 4 م/ دقيقة |
| القدرة الكلية المثبتة | 330 كيلو وات تقريباً |
| ابعاد الماكينة (الطول × العرض × الارتفاع) | 9000 × 10600 × 6600 مم |
| نظام التحكم | وحدة PLC وشاشة لمس (يدعم حفظ واسترجاع إعدادات الإنتاج) |

نظام بثق المواد
تتكون المنظومة من 7 أنظمة بثق أحادية اللولب مجهزة بسخانات من ألمنيوم مصبوب وعلب تروس صلبة، مدمجة مع قواديس الخامات وأنظمة التغذية الأوتوماتيكية، مما يضمن صهراً مستقراً وضخاً منتظماً ومستداماً للمواد.
رأس قالب البثق المشترك
يتميز رأس القالب المشترك سباعي الطبقات بهيكل عمود لولبي مدمج داخلياً، والمجهز بشفاه قالب ونواة تجميع (فتائل) قابلة للاستبدال، بقدرته الفائقة على تحقيق توزيع متجانس للطبقات وبنية فيزيائية متناسقة وثابتة للفيلم البلاستيكي.

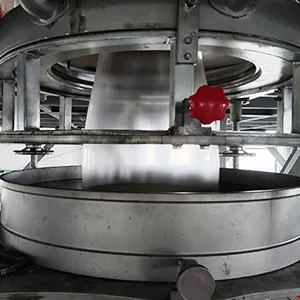
منظومة التبريد والمعايرة الأولية
تتكامل خطوط التبريد المائي، ومنافخ الهواء، ووحدات السحب الأولية معاً لإتمام المرحلة الحرجة المتمثلة في التثبيت الأولي لبنية واستقرار الفيلم البلاستيكي.
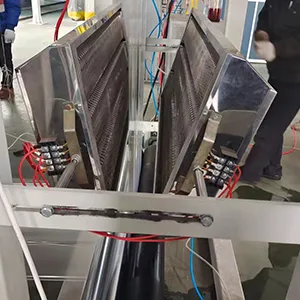
منظومة الشد والتثبيت الحراري
تتيح وحدة السحب الثانوية المجهزة بلوح تشكيل الجوانب (الكسرات/ الثنيات)، بالتكامل مع مراحل التسخين الأولي، والتسخين، والتبريد بحلقة الهواء، وبرج التثبيت الحراري، إمكانية إجراء عملية الشد ثنائي المحور للفيلم عبر نسب سحب قابلة للضبط، مما يمنح الفيلم البلاستيكي الخصائص والأداء الفيزيائي الأمثل.

منظومة لف الفيلم النهائي
تعمل وحدة اللف المزدوجة التناوبية (ظهراً لظهر/ متقابلة تعاكسياً) بقدرة 0.55 كيلوواط بالتوافق والتزامن مع وحدة السحب الثانوية بسرعة تتراوح بين 3 إلى 45 متراً في الدقيقة، مما يضمن لفاً مستقراً ومتجانساً تماماً لرولات الفيلم.

منظومة التحكم الكهربائي
يتيح نظام التحكم الحاسوبي في درجات الحرارة، بالتكامل مع تقنية التحويل الترددي (الإنفرتر) عبر وحدة الـ PLC والتحكم المستقل بوحدات السحب، بالإضافة إلى واجهة شاشة اللمس (HMI)، تشغيلاً أوتوماتيكياً كاملاً يغطي كافة مراحل العملية الإنتاجية.
- أداء حاجزى فائق المتانة
يتيح البثق المشترك المتطور محلياً من 7 إلى 11 طبقة رفع قدرة الفيلم بشكل مذهل على مقاومة الأكسجين، بخار الماء، والضوء. مما يجعل هذه الأفلام الخيار المثالي والمطابق لأعلى معايير سلامة الأغذية وحفظ المنتجات الدوائية والصيدلانية طازجة ومحمية تماماً. - تحكم عالي الدقة
بفضل دقة التحكم في درجات الحرارة والبالغة (±1°C)، ونظام الضبط المستقل لسرعة وحدات السحب، وآلية اللف التناوبية، يضمن الخط الحفاظ على تفاوت سماكة الفيلم في حدود(±3%) فقط، مع خفض انحراف استواء أطراف رول الفيلم النهائي إلى أقل من أو يساوي 1 مم. - تشغيل مستقر وعالي الكفاءة
تم تصنيع المكونات الحيوية والأساسية لخط الإنتاج من خامات معالجة فائقة المتانة لتدعم كفاءة تشغيلية إجمالية تتجاوز 90 بالمئة، مع تسجيل معدل زمني بين الأعطال (MTBF) يتخطى 1000 ساعة من العمل الشاق والمستمر. - نظام تشغيل ذكي وسهل الاستخدام
يستوعب نظام الـ PLC الذكي تخزين ما يصل إلى 100 وصفة إنتاجية مختلفة، ويدعم خاصية ضبط المعاملات بلمسة واحدة. كما يتيح التحول الكامل بين المنتجات وتغيير مقاسات الفيلم خلال أقل من 30 دقيقة فقط، مما يقلل الاعتماد على العمالة ويوفر تكاليف التشغيل بشكل كبير.